正航整理刀具產(chǎn)品檢測(cè)方法——搓絲板
1 范圍
JB/T10231 的本部分規(guī)定了搓絲板檢測(cè)時(shí)的檢測(cè)方法和檢測(cè)器具,這些方法并非的。
本部分適用于按GB廳972 生產(chǎn)的搓絲板的檢測(cè)。
2 規(guī)范性引用文件
下列文件中的條款通過(guò)GB/T10231 的本部分的引用而成為本部分的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容〉或修訂版均不適用于本部分,然而,鼓勵(lì)根據(jù)本部分達(dá)成協(xié)議的各方研究是否可使用這些文件的版本。凡是不注日期的引用文件,其版本適用于本部分。
GB/T972 搓絲板
JBIT 1023 1.1一2001 刀具產(chǎn)品檢測(cè)方法第1 部分:通則
JB/T10231 .4-2∞1 刀具產(chǎn)品檢測(cè)方法第4 部分:絲錐
3 檢測(cè)依據(jù)
相關(guān)的產(chǎn)品標(biāo)準(zhǔn)和產(chǎn)品圖樣。
4 檢測(cè)方法和檢測(cè)器具
4.1 外觀
外觀的檢測(cè)按JB/T1023 1.1 -2001 中第4 章的規(guī)定。
4.2 表面粗糙度
表面粗糙度的檢測(cè)按JB/T1023 1.1-2001 中第5 章的規(guī)定。
4.3 垂直于搓絲板支承面的平面與牙頂平面的交錢(qián),對(duì)支承面的平行度( 寬度方向、長(zhǎng)度方向〉
4.3.1 檢測(cè)方法
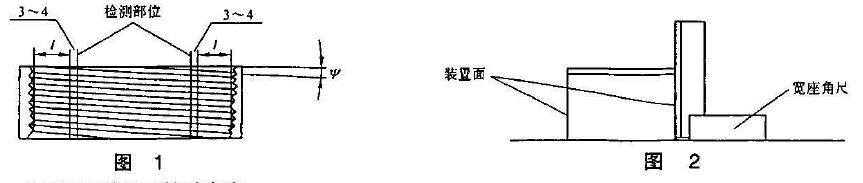
將搓絲板平放于檢驗(yàn)平板上,用帶圓測(cè)頭的指示表在垂直于搓絲板寬度和長(zhǎng)度方向上進(jìn)行檢測(cè)。
寬度方向的檢測(cè):從寬度方向兩側(cè)第二個(gè)完整牙開(kāi)始。長(zhǎng)度方向的檢測(cè);長(zhǎng)度方向的檢測(cè)部位如圖l所示,活動(dòng)搓絲板長(zhǎng)度方向兩端等于固定搓絲板壓人部分長(zhǎng)度(1) 的范圍不檢。
4.3.2 檢測(cè)器具
檢驗(yàn)平板、分度值為0.01 rnm 的指示表。
4.4 支承面對(duì)裝置面的垂直度
4.4.1 檢測(cè)方法
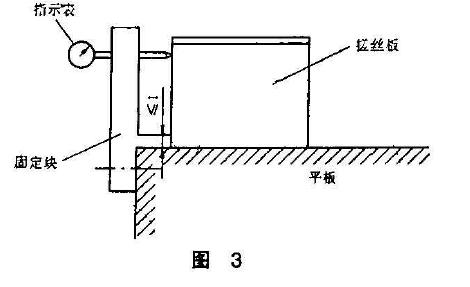
方法一: 將搓絲扳平放于檢驗(yàn)平板上,寬座角尺的測(cè)量面緊靠?jī)裳b置面的任意部位,用塞尺檢測(cè)接觸縫隙,如圖2 所示.
方法二:將寬座角尺測(cè):w:面與固定塊凸臺(tái)靠緊,指示表測(cè)頭低于螺紋牙底1mm-2mrn ,調(diào)整指示表與寬座角尺測(cè)量面接觸,指針調(diào)整到軍位.取下寬座角尺換上搓絲板,在同一日度的任意處測(cè)量,則指示表的讀數(shù)值即為垂直度,取其母大值,如圖3 所示.
當(dāng)檢測(cè)結(jié)果有爭(zhēng)議時(shí),用方法二仲裁。
4.4.2 檢測(cè)器具
檢驗(yàn)平板、寬座角尺、塞尺、分度值為0.001mm的指示表,固定塊。
4.5 螺紋升角
4.5.1 檢測(cè)方法
將搓絲板平放在工具顯微鏡的方工作臺(tái)上,找正搓絲板長(zhǎng)度方向與縱導(dǎo)板移動(dòng)平行,把量針?lè)诺酱杲z板長(zhǎng)度(壓人部分l 除外)范圍內(nèi)的任意部位的螺紋槽內(nèi),轉(zhuǎn)動(dòng)米字線水平線與量針邊緣重轉(zhuǎn)動(dòng)角度即為輝、紋升角機(jī)
4.5.2 栓測(cè)器具
工具顯微鏡、量針。
4.6 螺距、牙型半角、牙頂高和牙底高
上述各項(xiàng)的檢測(cè),用檢測(cè)螺紋制件的方法代替.螺紋制件相關(guān)參數(shù)的檢測(cè)用絲錐檢測(cè)方法替代.
4.7 搓絲板寬度及寬度差
4.7.1 檢測(cè)方法
用游標(biāo)卡尺分別檢測(cè)一副搓絲板寬度方向任意部位的尺寸,讀取其值為搓絲板寬度,取其兩值之差為搓絲板寬度差。
4.7.2 檢測(cè)器具
分度值為0.02nu口的游標(biāo)卡尺.
4.8 搓絲板長(zhǎng)度
4.8.1 檢測(cè)方法
用游標(biāo)卡尺分別檢測(cè)一副搓絲板長(zhǎng)度方向任意部位的尺寸,讀取其值為搓絲板長(zhǎng)度-
4.8.2 檢測(cè)器具
分度值為0.02mm 的游標(biāo)卡尺。







 400-822-8565賈小姐/15899697899
400-822-8565賈小姐/15899697899
